400-655-9906400-655-9906
400-655-9906400-655-9906

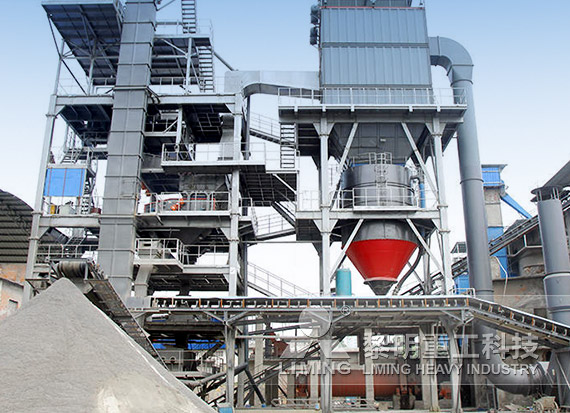
石膏超壓雷蒙磨粉機軸承在運轉中無法直接觀察,但通過噪音、振動、溫度、潤滑劑的消耗等狀況可以察覺石膏超壓雷蒙磨粉機軸承異常。應及時檢查分析故障原因,避免更大的損失。本文分享雷蒙磨粉機軸承損傷的代表案例。咨詢熱線:18621681742

部分缺口有裂紋。
原因:主機的沖擊負荷過大,主軸與石膏超壓雷蒙磨粉機軸承配合過盈量大;也有較大的剝離摩擦引起裂紋;安裝時精度不良;使用不當(用銅錘、卡入大異物)和摩擦裂紋。
解決措施:應檢查使用條件,同時設定適當過盈及檢查材質,改善安裝及使用方法,檢查潤滑劑以防止摩擦裂紋。
滾道表面金屬剝離,運轉面剝離。剝離后呈明顯凹凸狀。
原因:石膏超壓雷蒙磨粉機軸承滾動體和內、外圈滾道面上均承受周期性脈動載荷作用,產生周期變化的接觸應力。當應力循環次數達到一定數值后,在滾動體或內、外圈滾道工作面上產生疲勞剝離。
如果石膏超壓雷蒙磨粉機軸承的負荷過大,會使這種疲勞加劇。另外,石膏超壓雷蒙磨粉機軸承安裝不正、軸彎曲也會產生滾道剝離現象。
解決措施:應重新研究使用條件和選擇石膏超壓雷蒙磨粉機軸承及游隙,并檢查軸和石膏超壓雷蒙磨粉機軸承箱的加工精度、安裝方法、潤滑劑及潤滑方法。
燒傷。石膏超壓雷蒙磨粉機軸承發熱變色,進而燒傷不能旋轉。
原因:一般是潤滑不足,潤滑油質量不符合要求或變質,以及石膏超壓雷蒙磨粉機軸承裝配過緊等。另外游隙過小和負荷過大(預壓大),滾子偏斜。
解決措施:選擇適當的游隙(或增大游隙),要檢查潤滑劑的種類,確保注入量,檢查使用條件,以防定位誤差,改善石膏超壓雷蒙磨粉機軸承組裝方法。
生銹腐蝕。表面局部或全部生銹,滾動體變線條狀生銹。
原因:保管狀態不良,包裝不當,防銹劑不足,水分酸溶劑等侵入,直接用手拿石膏超壓雷蒙磨粉機軸承。
解決措施:要防止保管中生銹,定期不定期重新進行涂油包裝,強化密封性能,定期檢查潤滑油,對油質不合格或變質的要及時更換,要正確的使用石膏超壓雷蒙磨粉機軸承。
石膏超壓雷蒙磨粉機軸承壓痕。損傷狀態:咬入了金屬小粉末,異物等的時候,在滾道面或轉動面上產生的凹痕。由于安裝時受到沖擊,在滾動體的間距間隔上形成了凹面(布氏硬度壓痕)。
原因:金屬粉末等的異物咬入。組裝時或運輸過程中受到的沖擊載荷過大。
解決措施:沖擊軸套。改善密封裝置。過濾潤滑油。改善組裝及使用方法。
石膏超壓雷蒙磨粉機軸承磨損。損傷狀態:所謂磨損是由于摩擦而造成滾道面或滾動面,滾子端面,軸環面及保持架的凹面等磨損。
原因:異物侵入;生銹電蝕引起的發展;潤滑不良;由于滾動體的不規則運動而造成的打滑。
解決措施:改善密封裝置;清洗石膏超壓雷蒙磨粉機軸承箱;充分過濾潤滑油;檢查潤滑劑及潤滑方法。
石膏超壓雷蒙磨粉機軸承假性布氏壓痕。損傷狀態:在微振期間,滾動體和滾道輪的接觸部分由于振動和搖動造成磨損有所發展,產生累似布氏壓痕的印痕。
原因:在運輸過程中,石膏超壓雷蒙磨粉機軸承在停轉時的振動和擺動。振幅小的擺動運動。潤滑不良。
解決措施:運輸過程中要對軸和石膏超壓雷蒙磨粉機軸承箱加以固定。運輸時對內圈和外圈要分開包裝。加上預壓減輕振動。使用適當的潤滑劑。
石膏超壓雷蒙磨粉機軸承燒傷。損傷狀態:滾道輪、滾動體以及保持架在旋轉中急劇發熱直至變色、軟化、熔敷和破損。
原因:潤滑不良。過大載荷(預壓過大)。轉速過大。游隙過小。水、異物的侵入。軸、石膏超壓雷蒙磨粉機軸承箱的精度不良、軸的撓度大。
解決措施:研究潤滑劑及潤滑方法。糾正石膏超壓雷蒙磨粉機軸承的選擇。研究配合、石膏超壓雷蒙磨粉機軸承間隙和預壓。改善密封裝置。檢查軸和石膏超壓雷蒙磨粉機軸承箱的精度。改善安裝方法。